Sikeres CAM programozás a ZW3D-vel: Személyautó motorblokk megmunkálása
Az autóiparban a CNC megmunkálási eljárások széles körben elterjedtek. Kezdve egy egészen egyszerű távtartó elemtől akár egy komplett motorblokk megmunkálásáig sokféle feladatra alkalmasak a CNC vezérlésű szerszámgépek. Az autó egyik legfontosabb része a motorblokk, hiszen itt valósul meg az autót mozgásba hozó mechanikai energia előállítása. A motorblokkban található hengerek, hűtőfolyadék járatok, olajgalériák kialakítása komoly kihívást jelenthet a fémipari szakemberek számára. Ez a cikk egy 4 hengeres motorblokk megmunkálási folyamatát mutatja be a ZW3D integrált CAD/CAM szoftver segítségével.
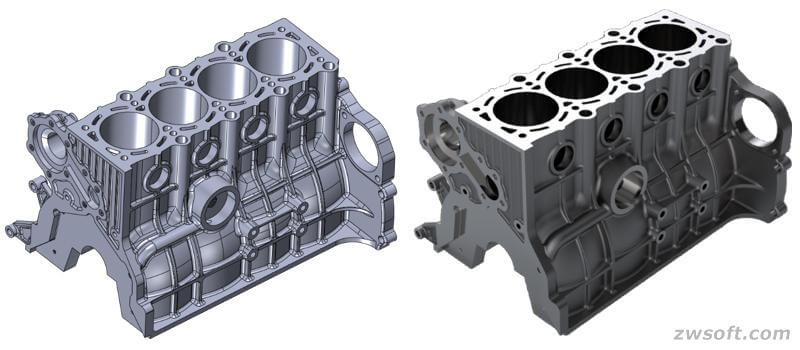
Négyhengeres motorblokk
Jelen példában a motorblokk megmunkálása síkmarás, furatbővítő marás és fúrás műveletelemeken keresztül fog történni. A megfelelő szerszámpályák generálásához a ZW3D CAM moduljának „Topface Cut”, „Spiral”, és a „Hole Tactic” stratégiáit fogjuk használni. Ezen a 3 stratégián fogunk végigmenni lépésről lépésre.
Síkmarás
A motorblokk megfelelő működése érdekében megfelelő síklapúságú felső lapot kell marnunk, mely a hengerfejek Z irányú pozícióját biztosítja adott bázisfelülethez képest, valamint a megfelelő tömítést biztosítja. Mivel ennél a megmunkálásnál ütőkést használunk, ezért nagyobb radiális fogásmélységet adhatunk meg. Ügyelnünk kell a kimeneti tűrés megfelelő értékének beállítására a kívánt felületi minőség elérése érdekében. Nézzük, hogyan kell a ZW3D-ben felparaméterezni a „Topface Cut” stratégiát.
1. Lépés: Válasszuk ki a „2X Mill” fül alatt található „Topface Cut” parancsot, majd jelöljük ki a marni kívánt felület külső kontúrját.
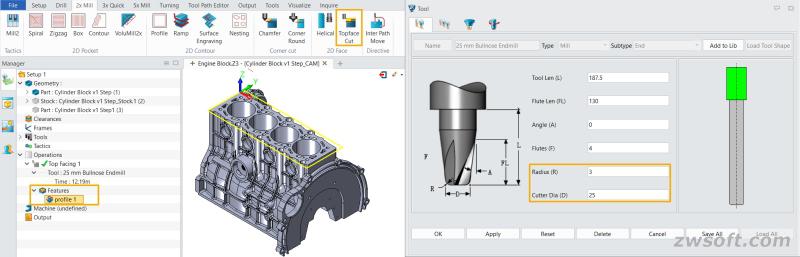
A megfelelő szerszám, és a megmunkálandó felület kiválasztása
2. Lépés: Adjuk meg a pályageneráláshoz szükséges paramétereket
- Módosítsuk a szerszám elhelyezkedését a kontúrhoz képest, valamint írjuk be a megmunkálási mélységet.
- Állítsuk a kimeneti tűrést 0.01 mm-re, a radiális fogásszélességet a szerszámátmérő 120%- ára, a fogásvételt pedig a megmunkálási mélység értékére vegyük.
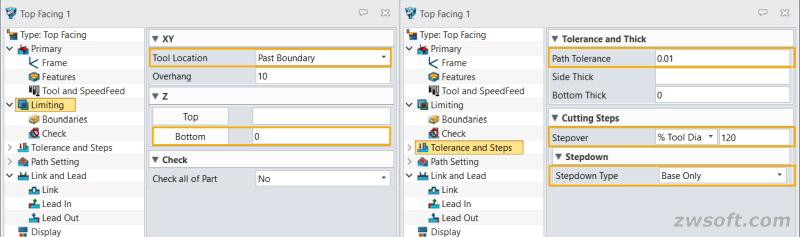
Szükséges paraméterek
A szerszámpályák kiszámítása után az alábbi eredményt kapjuk.
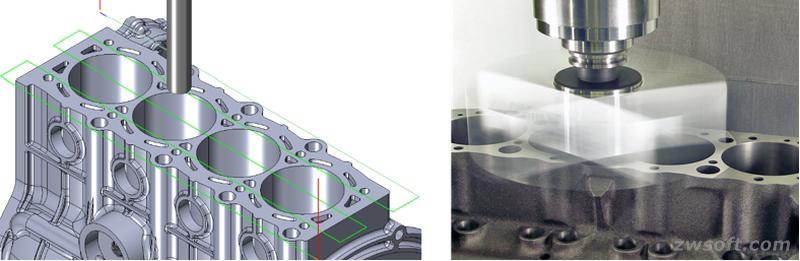
Síkmarás CAM programban, és valós megmunkálási környezetben
Helikális marás
A következő lépésben a hengerek nagyfuratait fogjuk kialakítani. Az előgyártmányunkon szereplő furatok ráhagyását marással fogjuk eltávolítani. A furatbővítés elkészítésére a „Spiral” stratégia tökéletes megoldást kínál. Nézzük meg, hogyan tudunk helikális pályát generálni a ZW3D-vel.
1. Lépés: Válasszuk ki a „2X Mill” fül alatt található „Topface Cut” stratégiát.
2. Lépés: A szerszámpálya generáláshoz szükséges megadnunk a 4 henger kontúrját, valamint a megfelelő szerszámot.
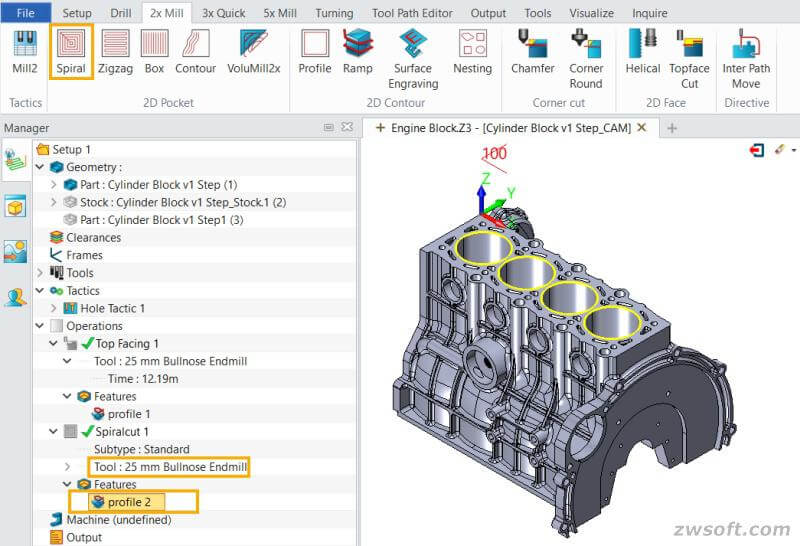
Válasszuk ki a megmunkálandó profilt és a forgácsolószerszámot
3. Lépés: Adjuk meg a pályageneráláshoz szükséges paramétereket
- A megmunkálási mélység értékét Z-ben -120 mm-re írjuk.
- Állítsuk a radiális fogásszélességet a szerszámátmérő 120%- ára, a fogásvételt pedig 3 mm-re.
- A süllyedés típusát helikálisra, a süllyedés szögértékét 3°-ra, valamint adjuk meg a ráállások és leállások típusát.
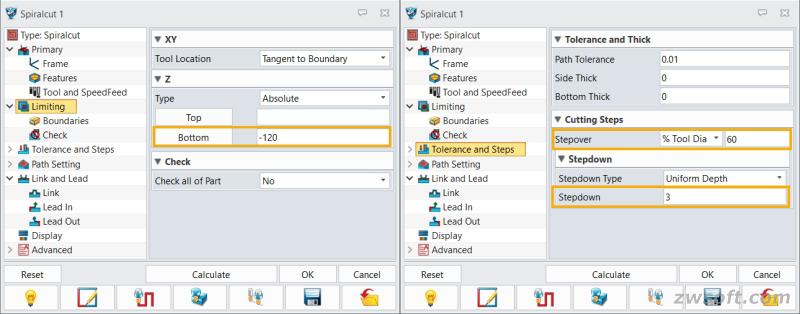
Megmunkálási mélység, forgácsolási paraméterek megadása
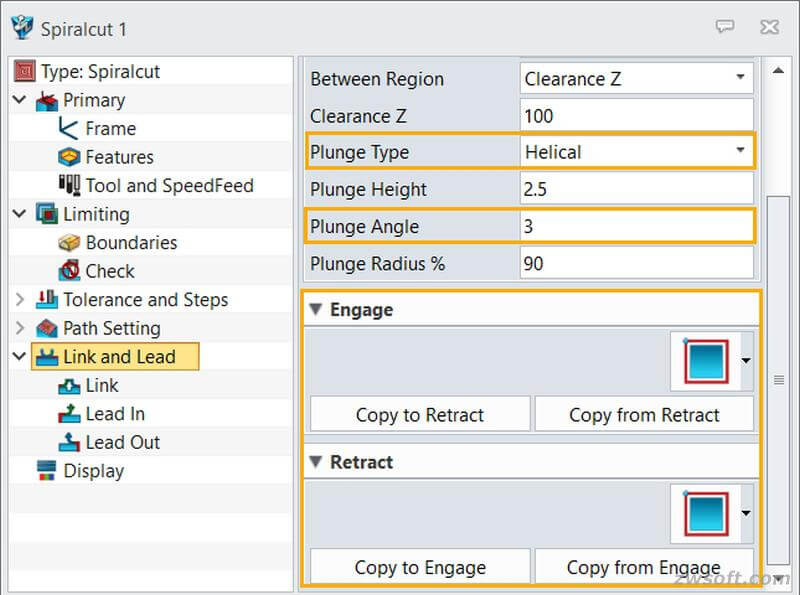
Süllyedés típusa, ráállások, leállások megadása
Ha mindent megfelelően konfiguráltunk, az alábbi eredményt kell kapnunk
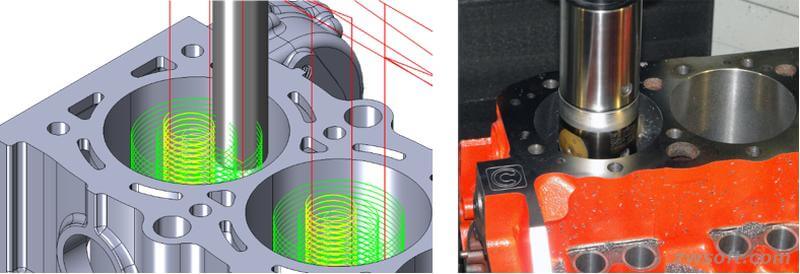
Helikális marás CAM programban, és valós megmunkálási környezetben
Fúrás
Utolsó műveletelemként a motorblokk fúrása fog következni, mely során többek között a hűtőfolyadék járatokat, és a gáznyílásokat fogjuk kialakítani. A „Hole Tactics” automatikus pályagenerálással jelentős időt takaríthatunk meg a szerszámpályák megtervezése során, a következőkben ezt a stratégiát fogjuk áttekinteni.
1. lépés: A „CAM Manager” eszköztárban jobb egérgombbal kattintsunk a „Tactics” menüre, és az alábbi módon illesszünk be egy „Hole Tactic” stratégiát.
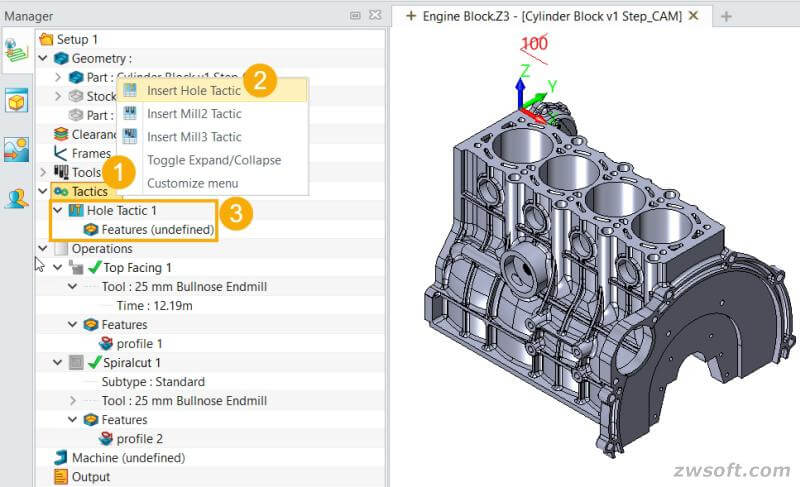
„Hole Tactic” beillesztése
2. lépés: Válasszuk ki a megmunkálandó alkatrészt, és generáljuk le a pályákat
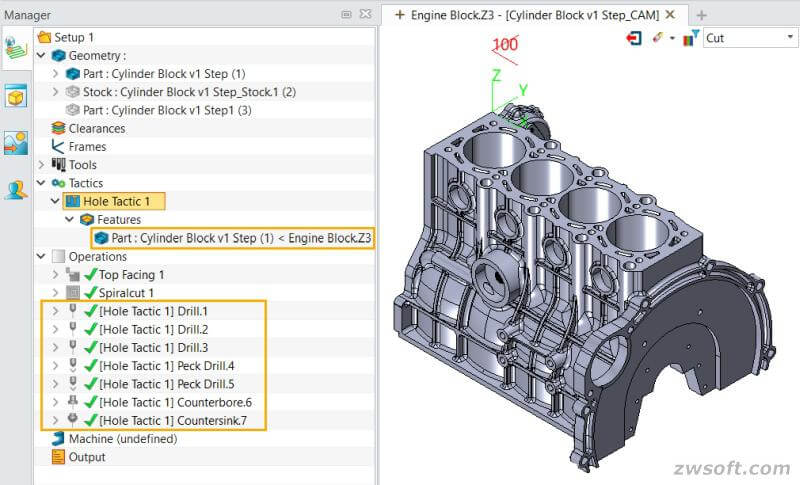
Modell fájl kiválasztása, majd a pályagenerálás indítása
A pályagenerálás során a ZW3D automatikusan felismeri a modellen szereplő furatokat, és elkészíti a szükséges központfúrásokat, előfúrásokat, mélyfúrás ciklusokat, süllyesztéseket, és kiválasztja az adott furatátmérőhöz megfelelő szerszámokat. Ez az automatizált stratégia jelentős időt spórolhat nekünk, különösen nagy furatszám esetén.
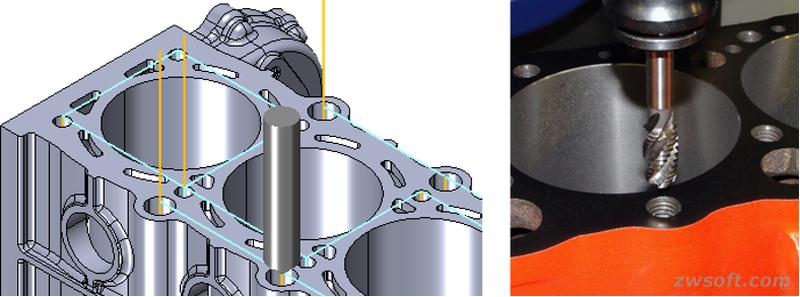
Központozás, előfúrás, süllyesztés, mélyfúrás
NC kód generálása
Miután megbizonyosodtunk a szerszámpályák megfelelőségéről, állítsuk elő a szerszámgépünk vezérléséhez szükséges programot.
1. lépés: Ha a példánkban szereplő megmunkálásokat Fanuc vezérlővel ellátott CNC gépünkön szeretnénk elvégezni, válasszuk ki a „Machine Manager” -ben a megfelelő posztprocesszort.
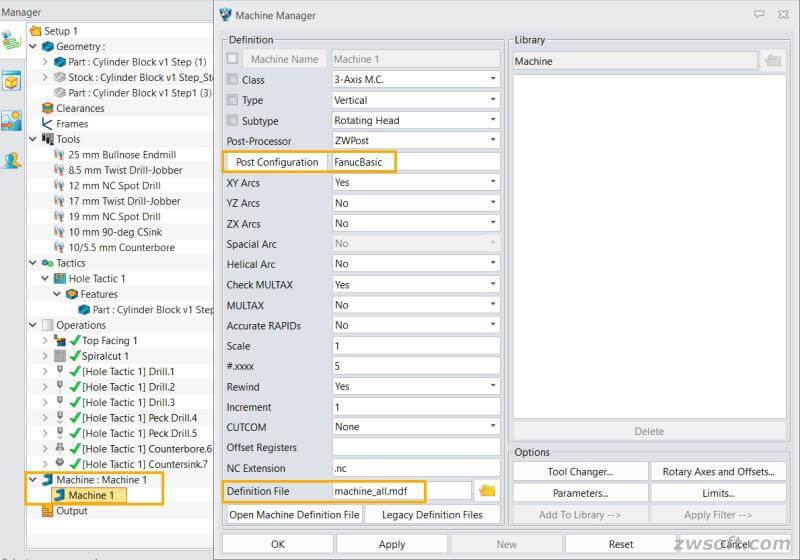
Fanuc posztprocesszor kiválasztása
2. lépés: Jelöljük ki az összes operációt NC kód generálásra.
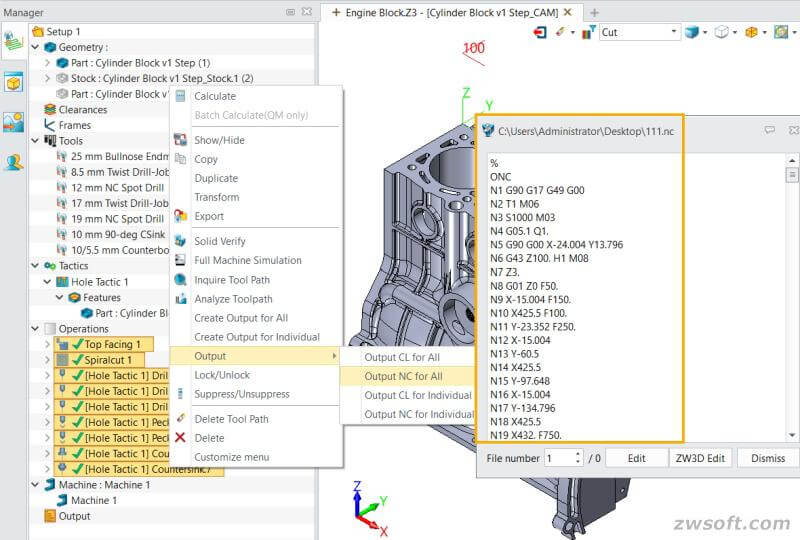
NC kód generálása
Ezeket a lépéseket követve bármilyen bonyolult geometriához könnyen és gyorsan állíthatunk elő szerszámpályákat, majd ezeket megmunkálás szimulációval ellenőrizhetjük is. Győződjön meg Ön is a ZW3D által nyújtott kiváló lehetőségekről. Kattintson ide a ZW3D 30-napos próbaverziójának letöltéséhez.